Lasermikrometer mit drei Jahren Gewährleistung – PRETEC
Ferrari 360 Challenge

Ferrari 360 Challenge Cup
schneller als ein Ferrari ist eigentlich nur noch der AEROEL Laserscanner mit 1500 Messungen pro Sekunde
Beschreibung Laser Mikrometer
Da Aeroel auf den Einsatz von Laser spezialisiert ist, produziert die Firma präzise und zuverlässige Sensoren für die Messung von Durchmessern, die sich zur Verwendung im Industriesektor für die Messung verschiedener Produkte eignen und hauptsächlich den Maschinenbauern oder System Integratoren für die Automatisierung dienen. Lesen Sie den Abschnitt "Intelligente Laser Sensoren" für alle weiteren Einzelheiten. Pretec ist der Allein-Vertrieb von Aeroel in Deutschland.
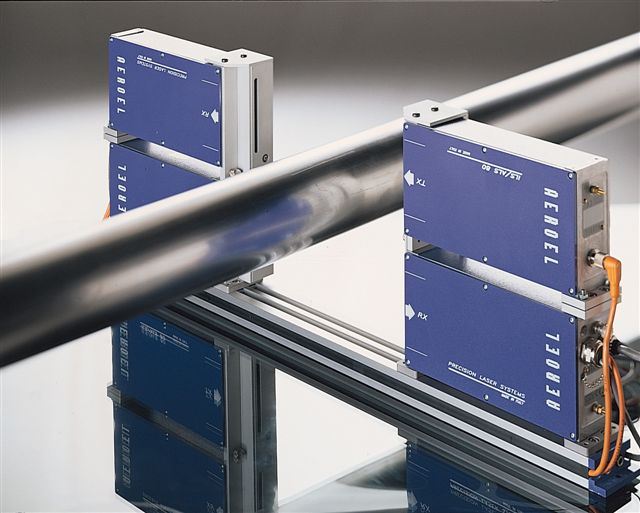
Wenn die Messung des Durchmessers nicht genügt, bietet Aeroel echte Messungs- und Kontrollsysteme an, die geplant wurden um auf komplette und wirksame Weise den spezifischen Forderungen zahlreicher Produktionsprozesse entgegenzukommen. Diese Systeme verwenden einer oder mehrere Lasersensoren, die mit spezifischer Anwendungssoftware programmiert werden, welche entwickelt wurde, um die zur eigentlichen Anwendung nötigen Funktionen auszuführen. Die Sensoren sind mit externen elektronischen Einheiten verkoppelt, welche mit Firmware Standard programmiert werden, wie zum Beispiel Display oder Bedienfelder, die zur Visualisierung der Abmessungen, Programmierung des Systems, Signalgebung für die Kontrolle der Maschine und zur Verbindung an externen Computern notwendig sind (optional Profinet Schnittstelle verfügbar)
Umfangreiches, spezifisches Zubehör
Beschreibung Laser Mikrometer
erleichtert die Installation an Bord der Maschine und garantiert eine erfolgreiche Anwendung. Die spezifisch gedachten Systeme sind für die Endverbraucher bestimmt und verkörpern das Ergebnis jahrelanger Erfahrung von Aeroel in den nachfolgenden Anwendungsbereichen.
Hier nachfolgend sind die von Aeroel produzierten spezifisch gedachten Systeme aufgelistet: jedes System wurde für einen spezifischen Anwendungsbereich entwickelt, aber es findet seine Anwendung auch in anderen Bereichen, die jedoch alle von den farbigen Ikonen neben dem Namen des Systems angegeben sind. Um eine vollständige Übersicht der Tätigkeitsbereiche von Aeroel zu erhalten, lesen Sie den betreffenden Anwendungsabschnitt, worin Sie auch die betreffenden spezifisch gedachten Systeme finden können.
Für genauere Informationen zu einem spezifischen System können Sie die Abschnitte über die Anwendung überspringen und direkt die Seiten des gewählten Systems befragen, indem Sie auf den Namen oder die Ikone klicken.
Eine Neuentwicklung von AEROEL ist die Sägedrahtvermessung für die Waferbearbeitung im Neu- und Gebrauchtzustand zueinander synchronisiert. Gemessen werden kann im Einwege- und Reversebetrieb. Neu ist auch die Vermessung von Diamantdrähten mit der Bestimmung des Schneidezustandes. (Details auf Anfrage)
typische Anwendungen für Laser-Mikrometer
Werkzeugvermessung mit beliebiger gerader oder ungerader Schneidenzahl
Werkzeugmessung inkl. Schlagmessung (=eff. Fräsdurchmesser)
Fräsermessung
Bohrer
Reibahlen alle Typen
Hartmetallwerkzeuge
PKD Werkzeuge
Walzenmessung (Metall, Gummi und Glas)
Druckwalzen
Lehrdorne und Prüfstifte
Prüfmittelüberwachung
Mehrstellenmesstechnik manuell und motorisch
Kolben
Kolbenbolzen
Medizinische Teile (Gelenke usw.)
Dentalteile
Glasrohre, Quarzrohre
Rasierklingen und Messerklingen
Zigaretten und Filterproduktion
Drahtmessung - jetzt neu: ab Durchmesser 0,010 mm
Diamant Schneidedrahtmessung
unsere Vorteile
mehr als 10.000 Lasermikrometer im Kundeneinsatz
30 Jahre Erfahrung mit Lasermikrometern
3 Jahre Garantie ohne Schichtbegrenzung
Wiederholbarkeit bis 0,03 µm
neueste Lasertechnologie
extrem hohe Abtastrate
berührungslose, verschleißfreie Lagerung der Motoren
patentierte Selbstkalibrierung vor jeder Messung
eingebaute Temperaturkompensation und No-VAR Technologie
erfüllt alle Standards für Europa und USA
Generalimporteur für Deutschland mit 25 Jahren Erfahrung in Messtechnik
wir stellen uns jedem Vergleich - fordern Sie uns!
Sonderanwendungen für Walzen- oder Rohrmessung
Lasermikrometer XLS 213
Messung von Durchmesser 210 mm
ab und zu kann es vorkommen, dass selbst unsere großen Messbereiche bis 150 mm nicht ausreichen. In diesem Fall besteht immer noch die Möglichkeit, dass 2 Sensoren kaskadiert und zu einem Sensor mit sehr großem (max. 210 mm) Messbereich zusammengefügt werden.
Stangenschleifen oder Superfinish

On-line Messung in Prozess
Direktes Messen auf der Schleif- oder Honmaschine mit Teilereinigung
für alle zylindrischen Teile wie Hydraulik Steuerkolben, Hydraulikzylinder, Schaltstangen, für alle hochpräzisen Wellen.
Sofortige Maschinenkorrektur möglich.
Laser mit automatischen Handlingsystemen

Robotzelle mit Laser-Mikrometer
Es wurden eine ganze Reihe von Applikationen realisiert - Lasermikrometer im Zusammenspiel mit Handling-geräten oder Roboter.
Bitte fragen Sie uns an
technische Besonderheiten

Fluid Dynamic Lagerung:
Berührungslose Lagerung der Motoren
NO-VAR:
aktive Temperaturkompensation mit permanenter Temperaturmessung optional möglich
Internet Browser:
Direkte Verbindung zur Software
Applikationssoftware:
Speicherung verschiedener Anwendungen auf einem Gerät möglich
Permanente Selbstkalibrierung:
Ein exklusives Selbstkalibrierungssystem gewährt die Messungssorgfalt und erspart die periodische Eichung.
Elektronische Linearisierung:
Ein, in jedem Messgerät gespeichertes "Fehlermapping" ermöglicht Mängel der optischen Bestandteile und die, von der Position des Produktes, verursachten Fehler mit der Software auszugleichen; eine bestimmte Positionierung des Stückes auf dem Messfeld ist nicht erforderlich.
Ausgezeichnete Messungs-Wiederholbarkeit:
Um den Einfluss unvermeidlicher, unabsichtlicher Fehler zu vermindern und um die Wiederholbarkeit zu verbessern wird der Durchschnitt der zahlreichen Abtastungen visualisiert.
Reagiert unempfindlich auf die Vibrationen und die Geschwindigkeit des Produktes.
Ausgezeichnete Staubabweisung:
Ein spezifisches, optisches Projekt und eine innovative Ausarbeitungstechnik des optischen Signals ermöglichen den Schatten des Gegenstandes genau zu bestimmen, auch wenn das Signal stark verschoben oder von auf dem Fenster abgelagertem Staub geschwächt ist.
Hohe thermische Stabilität:
Das spezifische Projekt der mechanisch/optischen Struktur und der Selbstausgleich der Temperaturdrift gestatten die Ausführung präziser Messungen auf der Fertigungsstraße, in den Produktionsabteilungen.
Messung der Innentemperatur:
Um die Einhaltung der technischen Bedingungen zu garantieren und um die Betriebsdauer zu verlängern, steuert ein innerer Temperatursensor das selbständige Ausschalten des Messgerätes, wenn die Raumtemperatur die erlaubte Grenze überschreitet.
Für Industriegebrauch gebaut:
Robuster, dichter Bau (IP65) für den Einsatz schwieriger Umgebung. In besonders schmutziger Umgebung werden außerdem auch Fenster mit Druckluft verwendet, die ein pneumatisches Hindernis gegen das Eindringen von verschmutzenden Teilchen bilden
Software Flexibilität:
Die im Sensor installierte Applikationssoftware kann einfach ausgetauscht werden durch das Laden einer neuen Software über den Ethernet Eingang. Fernwartung und Software up-grade ist einfach möglich.
Einfache Autodiagnose:
Ein vielfarbiger LED mit unterschiedlichen Leuchtanzeigesequenzen macht sofort auf etwaige Fehlfunktionen aufmerksam.
Speisung mit niedriger Spannung:
Einzelspeisung 24V DC und geringer Verbrauch.
Niedrige Laserausstrahlungs- Stärke:
Gerät der Klasse II, EU und USA Standard konform
Stark widerstandsfähig gegen elektromagnetische Störungen:
entspricht den hohen Standards der Europäischen Union (EU)
3 Jahre Garantie:
Die Laserquelle in festem Zustand garantiert gehobene Zuverlässigkeit und lange Betriebsdauer.
Neu: Sägedrahtvermessung
Sägedrahtmessung im Einweg- und Reversebetrieb. Synchronisiertes Messen vor und nach dem Waferschneiden
Neu: Diamantdrahtvermessung
Diamantdrahtmessung mit Nutzungsdauerbestimmung
Quadratur Encoder
Eingänge für lesende und synchronisierende Quadratur Encoder
NO-VAR Technologie
Gefahr durch Temperatur
AEROEL präsentiert die neue NO-VAR Technologie
Die NO-VAR (No Variation) Technologie wurde von AEROEL entwickelt um immer präzisere Durchmessermessungen auch unter nicht klimatisierten Umgebungsbedingungen zu erzielen, selbst wenn die Raumtemperatur signifikant von der Referenztemperatur 20 C abweicht.
Dank dieser neuen Technologie ist es möglich im Werkstattbereich oder bei der online Messung dieselben Resultate zu erzielen wie im Messraum unter kontrollierter Temperatur, unabhängig vom Material, selbst wenn sich die aktuelle Temperatur um einige Grad Celsius pro Stunde verändert.
Zudem sind keine ständigen Nachkalibrierungen notwendig, auch wenn die Raumtemperatur wechselt, zusätzlich muss nicht ständig die Teilausdehnung berechnet werden.
Das Problem der thermischen Ausdehnung
Bei jedem Messprozess muss ständig der Effekt der Temperatur berücksichtig werden, sowohl mit den Auswirkungen auf das Messgerät als auch die des zu messende Teils. Selbst wenn Sie ein "perfektes" Messgerät haben das die Ausdehnungen der Raumtemperatur kompensieren kann, muss der Temperatureffekt des Werkstückes berücksichtigt werden. Zum Beispiel ist bekannt, dass eine Temperaturdifferenz von 10° C eine Maßänderung von 3,6 µm an einem 30 mm Teil nach sich zieht, bei einem Ausdehnungskoeffizient von +0,012 mm/°C . In der Praxis bedeutet das, dass Sie zu dieser Ausdehnung noch den thermischen Fehler des Messgerätes hinzurechnen müssen, welcher in der Regel nicht bekannt und nicht genau reproduzierbar ist. Daraus resultierte, dass bis jetzt niemand in der Lage war, wenn in abweichender Temperatur von der Referenztemperatur (20 C) gemessen wurde, mit akzeptabler Genauigkeit den Messfehler zu bestimmen. Der einzige Weg, dieses Problem zu umgehen, war die permanente Rekalibrierung des Messgerätes mit einem Meisterstück, hergestellt aus dem identischen Material wie das zu messende Teil und immer gelagert in der Nähe des Messgerätes und der Teile die gemessen werden müssen.
Warum wurde die NO-VAR Technologie entwickelt?
Bereits die ersten AEROEL Lasermikrometer wurden entwickelt und hergestellt mit einem negativen thermischen Ausdehnungskoeffizient, der sehr nahe an dem von Stahl ist, aber mit umgekehrtem Vorzeichen, um eine Selbstkompensation der thermischen Ausdehnung von Stahl zu erreichen. Diese spezielle Eigenschaft hat es möglich gemacht, AEROEL Lasermikrometer in der Werkstatt oder online einzusetzen ohne permanente Nachkalibrierung. Trotzdem war die Selbstkompensation bis zu dieser Entwicklung nicht perfekt, denn entweder ist der Ausdehnungskoeffizient von Stahl, der von Legierung zu Legierung unterschiedlich sein kann, nicht genau bekannt, oder weil der Ausdehnungskoeffizient des Messgerätes nicht reproduzierbar war. Zudem war es in der Vergangenheit unmöglich unterschiedliche Materialien (z. Bsp. Aluminium) zu kompensieren, da diese Ausdehnungskoeffizienten nicht hinterlegt werden konnten.
Dank der NO-VAR Technologie gibt es diese Probleme nicht mehr und die AEROEL Lasermikrometer sind perfekt für den Gebrauch in nicht klimatisierter Umgebung um jedes Material höchst präzise zu messen.
Wie war es möglich dieses Ergebnis zu erzielen?
Drei fundamentale Elemente waren entscheidend diese wichtigen Ergebnisse zu erreichen:
Der thermische Ausdehnungskoeffizient von jedem Lasermikrometer ist absolut bekannt und reproduzierbar über Zeit und Temperatur. Wir nutzen eine Klimakammer um diese Tests auszuführen,
NO-VAR Technologie
der Koeffizient wird gemessen, Laser für Laser und im Speicher abgelegt.
Die Instrumenten- und Raumtemperatur werden in Echtzeit von Temperatursensoren im Lasermikrometer gemessen.
Der Ausdehnungskoeffizient des Prüflings ist bekannt und diese Werte sind im Speicher des Lasers hinterlegt.
Natürlich müssen zur Erzielung genauer Ergebnisse, das zu messende Teile und der Lasermikrometer selbst in einer Quasi-Balance mit der Umgebung und der aktuellen Temperaturänderungsrate sein d.h. innerhalb von einigen Grad / Stunde (typischerweise geringer als 3 °C/Std.)
Bei online Messungen
Im Falle einer Temperaturdifferenz zwischen dem Teil und der Umgebung, beispielsweise bedingt durch die Teilerwärmung bei der Bearbeitung, muss dieser Umstand separat berücksichtigt werden, z. Bsp. durch ein Offset des gemessenen Wertes oder durch Veränderung des programmierten Nominalwertes für die Prozessüberwachung. Allerdings, selbst wenn die Messung der erwärmten Teile möglich ist, hilft das nicht zwingend in jedem Fall: die Teileausdehnung ist das Gesamtergebnis der internen Temperaturverteilung, die man nicht kennt. Jedoch ist es eine sehr begründete Annahme, dass der prozessbedingte Wärmeeffekt übergeht in die Ausdehnung auf das gesamte Teil und konstant bleibt, solange die Prozessparameter ebenfalls konstant gehalten werden (Teilmasse und form, Vorschubgeschwindigkeit, Kühlmitteltemperatur usw.). Der Effekt wird kompensiert mit einem konstanten Erfahrungs-Offset.
Einen solchen Off-Set Wert zu finden ist sehr einfach: messen Sie ein Teil direkt nach der Bearbeitung und lassen Sie es dann abkühlen, bis es die Umgebungstemperatur angenommen hat. Die Differenz zwischen beiden Messungen wird als Offset eingegeben. Sie brauchen keinen Messraum um diese Operation auszuführen: die AEROEL Lasermikrometer werden online installiert oder im Werkstattbereich eingesetzt. AEROEL präsentiert die neue NO-VAR Technologie
Die NO-VAR (No Variation) Technologie wurde von AEROEL entwickelt um immer präzisere Durchmessermessungen auch unter nicht klimatisierten Umgebungsbedingungen zu erzielen, selbst wenn die Raumtemperatur signifikant von der Referenztemperatur 20 C abweicht.
Dank dieser neuen Technologie ist es möglich im Werkstattbereich oder bei der online Messung dieselben Resultate zu erzielen wie im Messraum unter kontrollierter Temperatur, unabhängig vom Material, selbst wenn sich die aktuelle Temperatur um einige Grad Celsius pro Stunde verändert.
Zudem sind keine ständigen Nachkalibrierungen notwendig, auch wenn die Raumtemperatur wechselt, zusätzlich muss nicht ständig die Teilausdehnung berechnet werden.
Das Problem der thermischen Ausdehnung
Bei jedem Messprozess muss ständig der Effekt der Temperatur berücksichtig werden, sowohl mit den Auswirkungen auf das Messgerät als auch die des zu messende Teils. Selbst wenn Sie ein "perfektes" Messgerät haben das die Ausdehnungen der Raumtemperatur kompensieren kann, muss der Temperatureffekt des Werkstückes berücksichtigt werden. Zum Beispiel ist bekannt, dass eine Temperaturdifferenz von 10 °C eine Maßänderung von 3,6 m an einem 30 mm Teil nach sich zieht, bei einem Ausdehnungskoeffizient von +0,012 m/C . In der Praxis bedeutet das, dass Sie zu dieser Ausdehnung noch den thermischen Fehler des Messgerätes hinzurechnen müssen, welcher in der Regel nicht bekannt und nicht genau reproduzierbar ist. Daraus resultierte, dass bis jetzt niemand in der Lage war, wenn in abweichender Temperatur von der Referenztemperatur (20 °C) gemessen wurde, mit akzeptabler Genauigkeit den Messfehler zu bestimmen. Der einzige Weg, dieses Problem zu umgehen, war die permanente Rekalibrierung des Messgerätes mit einem Meisterstück, hergestellt aus dem identischen Material wie das zu messende Teil und immer gelagert in der Nähe des Messgerätes und der Teile die gemessen werden müssen.
NOVAR Temperaturverlauf
Temperaturkompensation
permanente Temperaturmessung für höchste Messgenauigkeit
Procella Software
Mit Procella können die Messdaten unserer Prüfmittel manuell oder direkt vom Lasermikrometer über eine Schnittstelle übernommen werden.
Die Daten werden in Dateien oder zentral in Datenbanken gespeichert.
Visualisierung nach Maß
eine sofortige Visualisierung der erfassten Daten ermöglicht bei zusätzlicher Anzeige historischer Werte eine frühzeitige Trenderkennung. Somit ist der Benutzer in der Lage, korrigierend in den Fertigungsprozess eingreifen zu können.
Die Darstellungsmöglichkeiten können für

